3. Ergebnisse
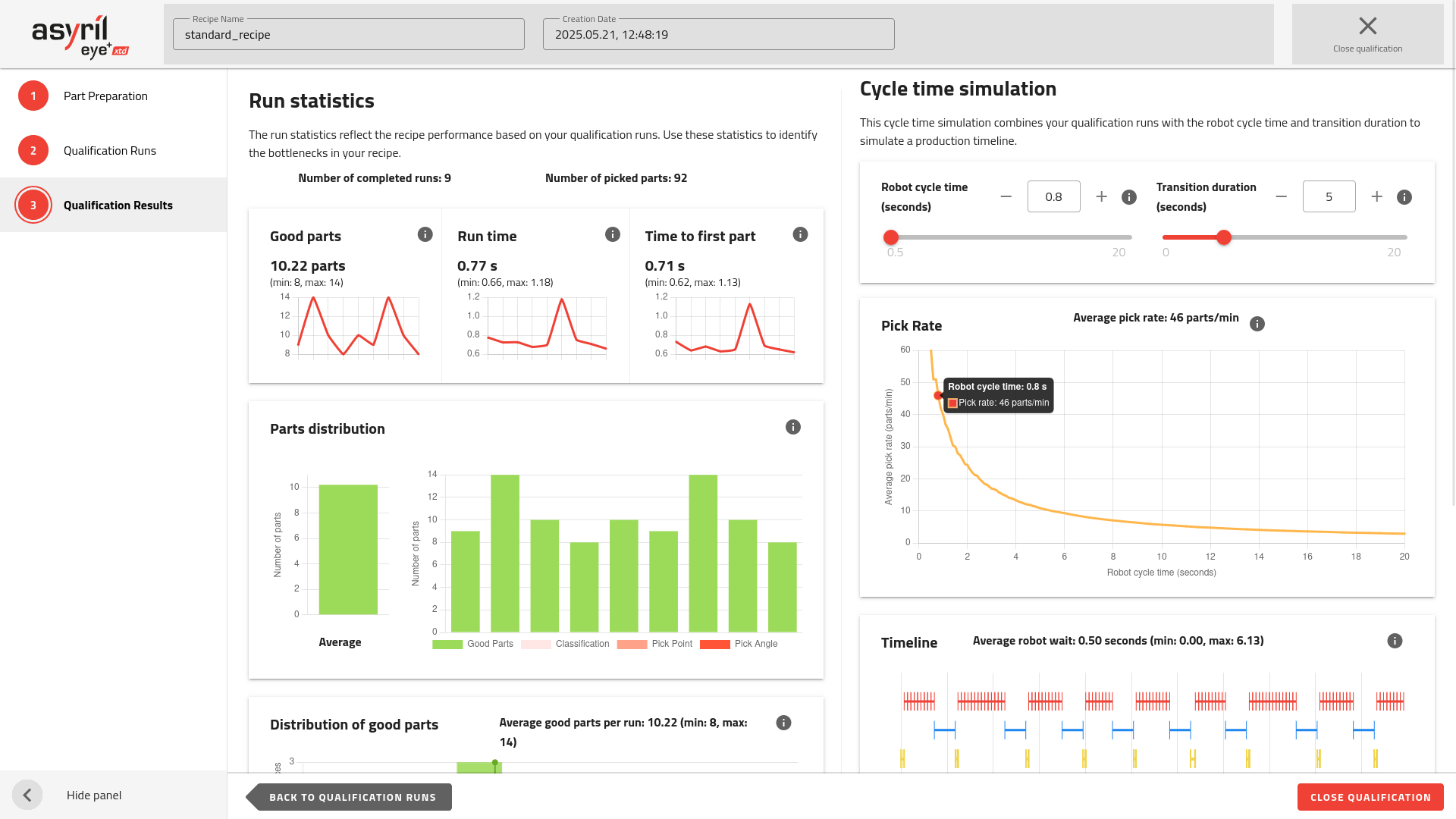
Abb. 119 Ergebnisse der Qualifizierung
Diese Seite verwendet alle gesammelten Informationen und zeigt sie als Zusammenfassung aller Qualifizierungsläufe an, die Sie im vorherigen Schritt durchgeführt haben. Danach können Sie einige Parameter einstellen, um eine Produktions-Zeitleiste zu simulieren.
Statistiken der Qualifizierungsläufe
Die Statistiken der Qualifizierungsläufe spiegeln die Leistung des Rezepts auf der Grundlage der Qualifikationsläufe wider.
Tipp
Diese Statistiken sind sehr nützlich, um die Engpässe im Rezept zu ermitteln.
Tipp
Sie können zusätzliche Qualifizierungsläufe hinzufügen, indem Sie zum vorherigen Schritt zurückgehen (alle vorherigen Daten bleiben erhalten).
Gute Teile
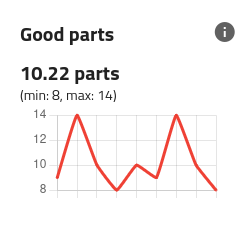
Abb. 120 Statistiken der Qualifizierungsläufe - Anzahl guter Teile
Das Diagramm zeigt die Entwicklung der Anzahl guter Teile über alle Qualifizierungsläufe.
Der Durchschnittswert dieses Indikators über alle Qualifikationsläufe wird angezeigt, ebenso wie der Mindest- und Höchstwert (in Klammern).
Durchlaufzeit
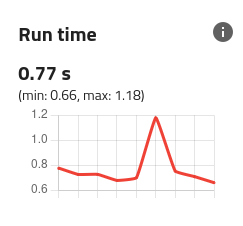
Abb. 121 Statistiken der Qualifizierungsläufe - Durchlaufzeit
Das Diagramm zeigt die Entwicklung der Zeit, die das System benötigte, um einen Durchlauf auszuführen (vollständige Bildanalyse).
Der Durchschnittswert dieses Indikators über alle Qualifikationsläufe wird angezeigt, ebenso wie der Mindest- und Höchstwert (in Klammern).
Zeit bis zum ersten Teil
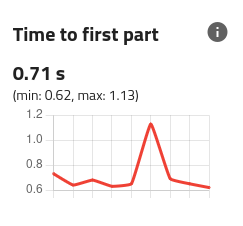
Abb. 122 Statistiken des Qualifizierungsläufe - Zeit bis zum ersten Teil
Das Diagramm zeigt, wie lange das System über alle Qualifizierungsläufe hinweg bei der letzten Bildanalyse gebraucht hat, um das erste Teil zu finden.
Der Durchschnittswert dieses Indikators über alle Qualifikationsläufe wird angezeigt, ebenso wie der Mindest- und Höchstwert (in Klammern).
Verteilung der Teile
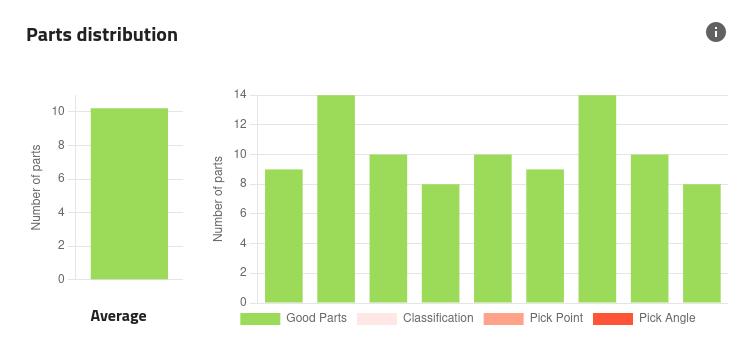
Abb. 123 Statistiken der Qualifizierungsläufe - Verteilung der Teile
Das Diagramm auf der rechten Seite zeigt für jeden Qualifizierungsdurchlauf die Verteilung der Teile zwischen akzeptierten und verworfenen Teilen an.
Das Diagramm auf der linken Seite zeigt die durchschnittliche Verteilung über alle Qualifikationsläufe.
Tipp
Verwenden Sie diese Diagramme, um zu ermitteln, welcher Schritt des Rezepts verbessert werden könnte.
Verteilung der guten Teile
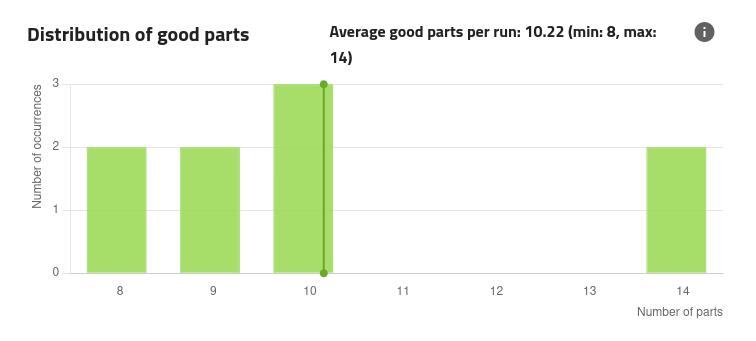
Abb. 124 Statistiken der Qualifizierungsläufe - Verteilung der guten Teile
Das Diagramm zeigt die Verteilung der während der Qualifizierungsläufe gemessenen Anzahl guter Teile.
Verteilung der Zeit bis zum ersten Teil
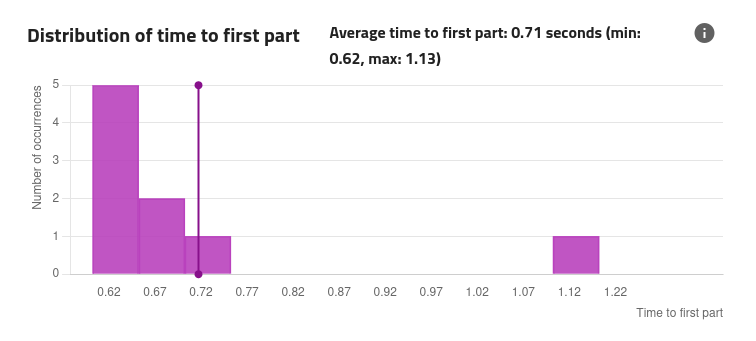
Abb. 125 Statistiken des Qualifizierungsläufe - Verteilung der Zeit bis zum ersten Teil
Das Diagramm zeigt die Verteilung der während der Qualifizierungsläufe benötigten Zeit bis zum Erkennen des ersten Teils.
Bemerkung
Die durchschnittliche Anzahl guter Teile pro Durchlauf gibt einen Hinweis darauf, wie häufig dieses Warten auftreten wird.
Tipp
Um diese Zeit zu verbessern, sollten Sie die Anzahl der schlechten Teile, die den Schritt der Kandidatenauswahl erreichen, reduzieren und beim Einlernen des Entnahmepunkts und des Entnahmewinkels alle unnötigen Merkmale ausblenden.
Simulation der Zykluszeit
In diesem Abschnitt werden die Qualifizierungsläufe mit der theoretischen Roboterzykluszeit und der Übergangsdauer kombiniert, um eine Produktions-Zeitleiste zu simulieren.
Damit können Sie abschätzen, wie sich die Bildanalyse auf Ihre Produktionszeiten auswirken würde.
Roboterzykluszeit
Um die Simulation berechnen zu können, muss die Dauer des Roboterzyklus eingegeben werden. Dieser Wert kann geändert werden, um die Auswirkungen auf die Entnahmerate und die Wartezeit des Roboters zu ermitteln.
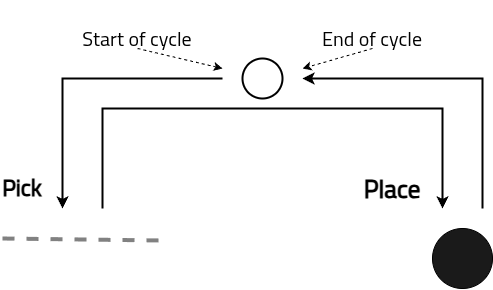
Abb. 126 Illustration des Pick-and-Place-Zyklus des Roboters
Übergangsdauer
Die Übergangsdauer ist die Zeit, die das System benötigt, um neue Teile in den Entnahmebereich zu bringen, nachdem alle Teile vom Roboter entnommen wurden. Während dieser Zeit werden keine Teile entnommen oder platzier und EYE+ XTD wartet auf einen Produktionsbefehl (z. B. get_part), um eine neue Bildaufnahme und Analyse zu initiieren.
Eine kürzere Übergangsdauer ermöglicht die Bearbeitung einer höheren Anzahl Teilen pro Minute.
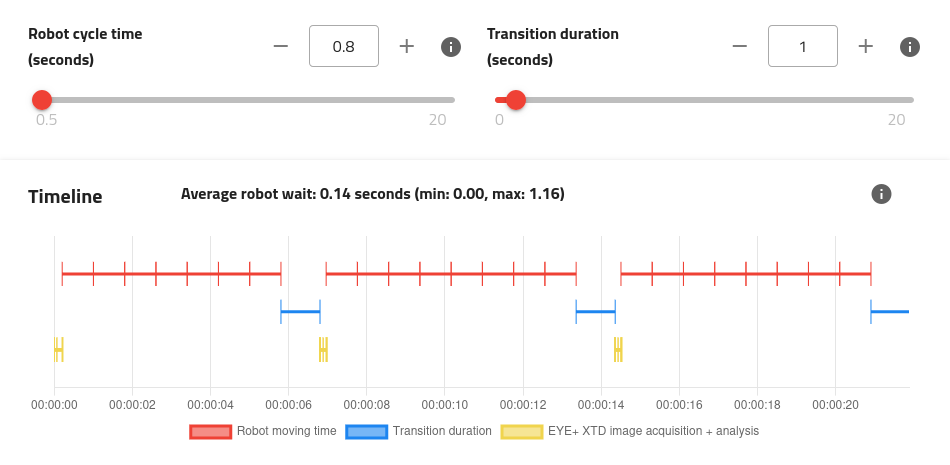
Abb. 127 Zeitleiste mit einer Übergangsdauer von 1s
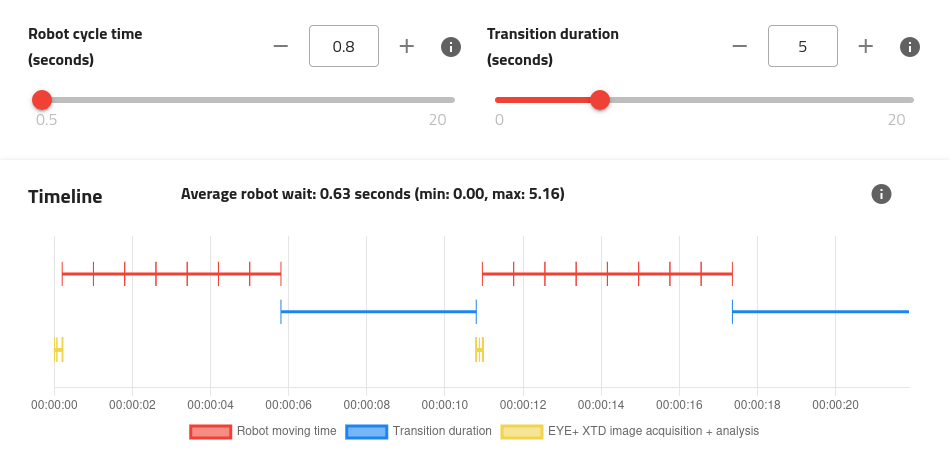
Abb. 128 Zeitleiste mit einer Übergangsdauer von 5s
Entnahmerate
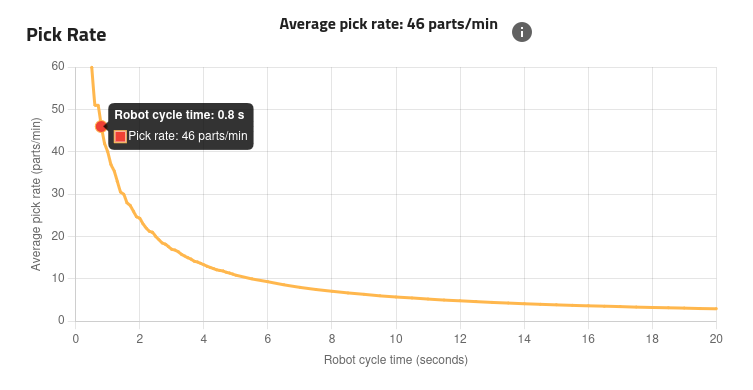
Abb. 129 Simulation der Zykluszeit - Entnahmerate
Die Entnahmerate wird anhand der Daten aus den Qualifizierungsläufen berechnet und variiert bei unterschiedlicher Übergangsdauer.
Anhand dieses Diagramms können Sie die Roboterzykluszeit ermitteln, die Sie benötigen, um die gewünschte Entnahmerate zu erreichen.
Zeitleiste
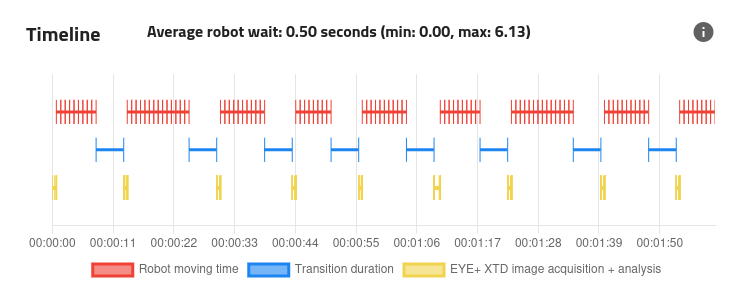
Abb. 130 Simulation der Zykluszeit - Zeitleiste
Die Zeitleiste enthält drei verschiedene Spuren:
Die oberste Spur stellt die Aktivität des Roboters dar.
Die mittlere Spur zeigt die Übergangsdauer an.
Die unterste Spur ist der Aktivität von EYE+ XTD gewidmet.
Die Roboterspur zeigt an, wann der Roboter eine Antwort auf einen get_part-Befehl erhält und einen Entnahme- und Platzierungszyklus ausführt. Die Dauer dieses Zyklus kann in der Simulation über das entsprechende Feld eingestellt werden.
Tipp
Sie können mit der Maus entlang der Zeitachse hinein-/herauszoomen, um sich auf bestimmte Zeitpunkte zu konzentrieren.