3. Résultats
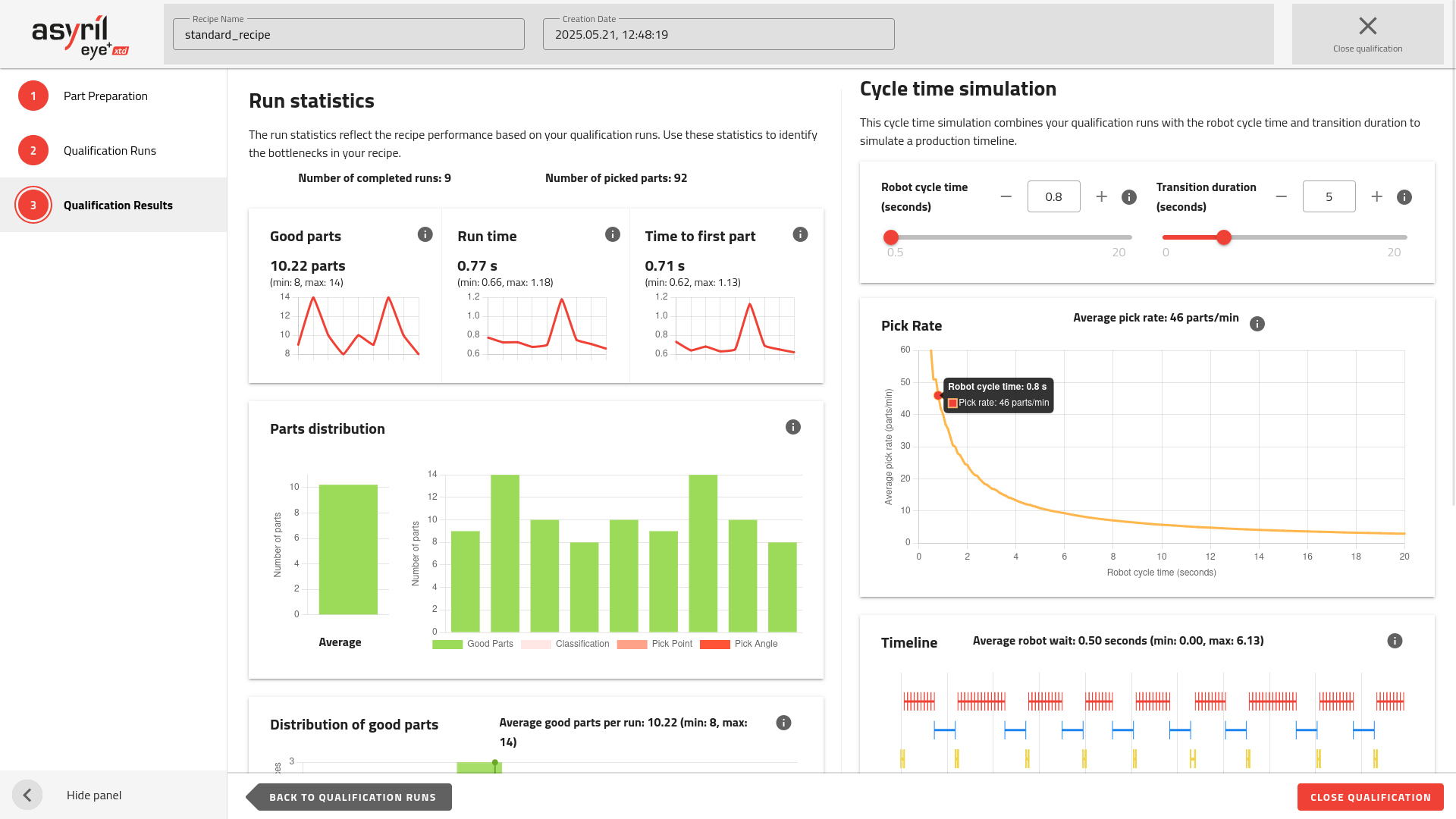
Fig. 119 Résultats de la qualification
Cette page utilise toutes les informations collectées et les affiche sous la forme d’un résumé de tous les cycles que vous avez exécutés à l’étape précédente. Elle vous permet ensuite d’ajuster certains paramètres afin de simuler des cycles de production.
Statistiques des cycles
Les statistiques des cycles reflètent les performances de la recette sur la base des cycles de qualification.
Conseil
Ces statistiques sont très utiles pour identifier les goulots d’étranglement dans la recette.
Conseil
Vous pouvez ajouter d’autres cycles en revenant à l’étape précédente (toutes les données précédentes sont conservées).
Bonnes pièces
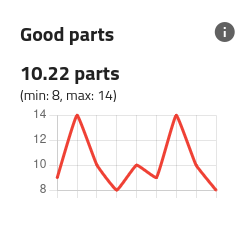
Fig. 120 Statistiques des cycles - Nombre de bonnes pièces
Le graphique affiche l’évolution du nombre de bonnes pièces détectées sur l’ensemble des cycles.
La valeur moyenne de cet indicateur sur tous les cycles de qualification est affichée, ainsi que sa valeur minimale et maximale (entre parenthèses).
Durée des cycles
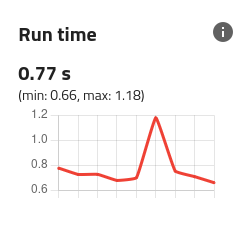
Fig. 121 Statistiques des cycles - Durée des cycles
Le graphique montre l’évolution du temps que le système a mis à effectuer un cycle (analyse d’image complète).
La valeur moyenne de cet indicateur sur tous les cycles de qualification est affichée, ainsi que sa valeur minimale et maximale (entre parenthèses).
Temps jusqu’à la première pièce
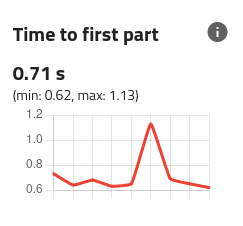
Fig. 122 Statistiques des cycles - Temps jusqu’à la première pièce
Le graphique indique le temps que le système a mis pour trouver la première pièce lors de la dernière analyse d’image pour l’ensemble des cycles de qualification.
La valeur moyenne de cet indicateur sur tous les cycles de qualification est affichée, ainsi que sa valeur minimale et maximale (entre parenthèses).
Répartition des pièces
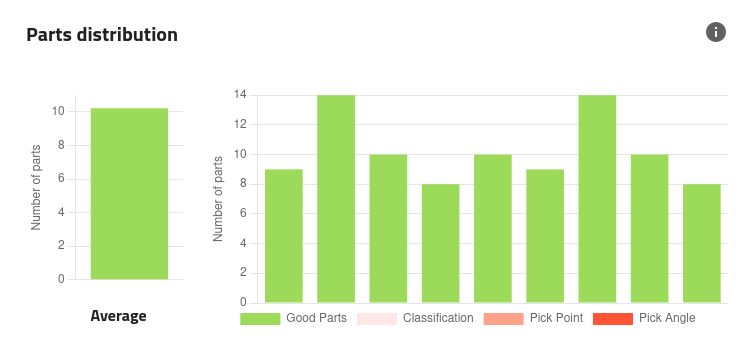
Fig. 123 Statistiques des cycles - Répartition des pièces
Le graphique à droite affiche la répartition des pièces entre pièces acceptées et rejetées pour chaque qualification.
Le graphique de gauche montre la répartition moyenne sur l’ensemble des cycles de qualification.
Conseil
Utilisez ces graphiques pour déterminer quelle étape de la recette pourrait être améliorée.
Répartition des bonnes pièces
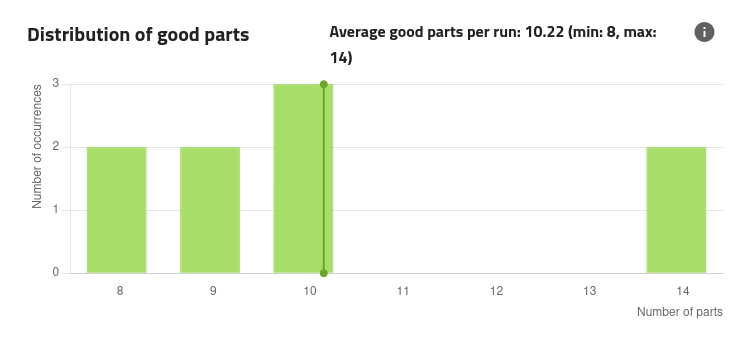
Fig. 124 Statistiques des cycles - Répartition des bonnes pièces.
Le graphique affiche la répartition du nombre de bonnes pièces mesuré durant les cycles de qualification.
Répartition du temps jusqu’à le première pièce
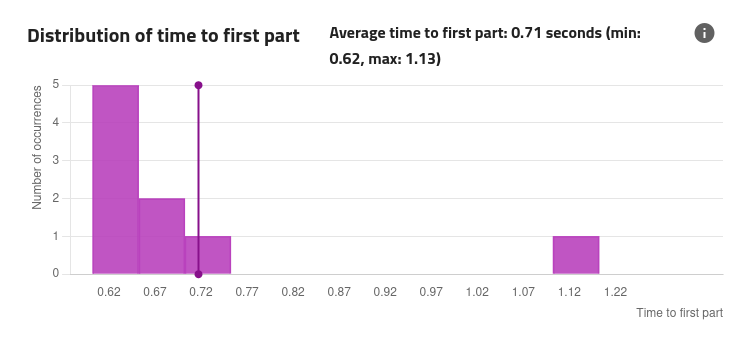
Fig. 125 Statistiques des cycles - Répartition du temps jusqu’à la première pièce.
Ce graphique affiche la répartition du temps écoulé jusqu’à la détection de la première pièce durant les cycles de qualification.
Remarque
Le nombre moyen de bonnes pièces par cycle donne une indication sur la fréquence à laquelle ce temps d’attente surviendra.
Conseil
Pour diminuer cette durée, envisagez de réduire le nombre de mauvaises pièces atteignant l’étape de sélection des candidats et de masquer toutes les caractéristiques inutiles lors des étapes d’apprentissage du point de prise et de l’angle de prise.
Simulation de la durée de cycle
Cette section combine les cycles de qualification avec la durée du cycle du robot et la durée de transition pour simuler un historique de production.
Utilisez-la pour évaluer l’impact de l’analyse d’images sur le timing der votre production.
Durée de cycle du robot
Afin de calculer la simulation, la durée de cycle du robot doit être saisie. Cette valeur peut être modifiée pour examiner l’impact sur le taux de prise et l’attente du robot.
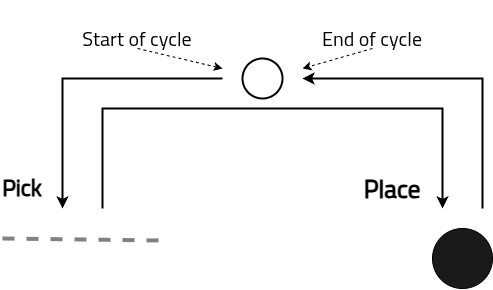
Fig. 126 Illustration du cycle de prélèvement et de placement du robot
Durée de transition
La durée de transition est le temps nécessaire au système pour transférer de nouvelles pièces vers la zone de dégagement une fois que toutes les pièces ont été prises par le robot. Pendant cette période, aucune opération de prise et de dépose n’a lieu et EYE+ XTD attend une commande de production (par exemple, get_part) pour lancer une nouvelle acquisition et analyse d’image.
Une durée de transition plus courte permet d’augmenter le nombre de pièces traitées par minute.
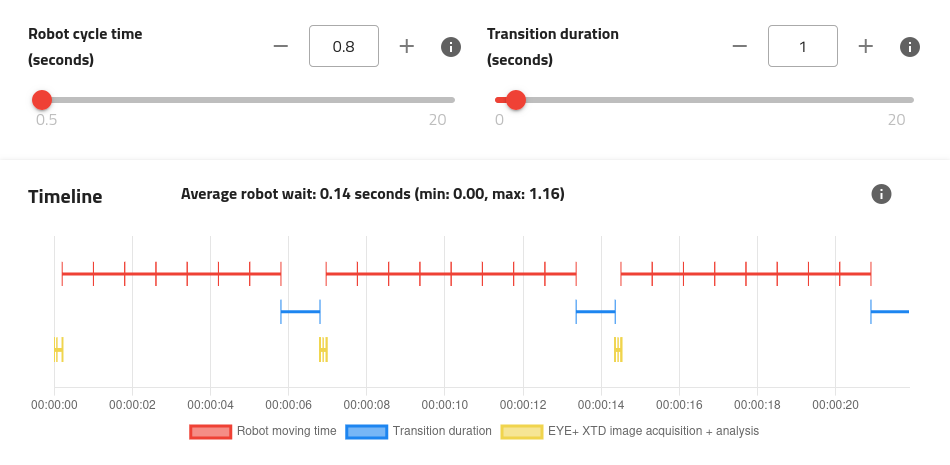
Fig. 127 Chronologie avec une durée de transition de 1 seconde
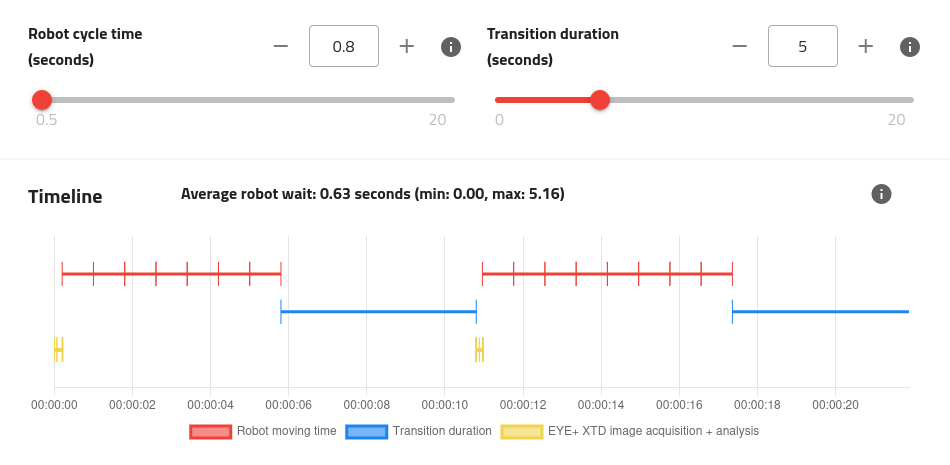
Fig. 128 Chronologie avec une durée de transition de 5 secondes
Taux de prise
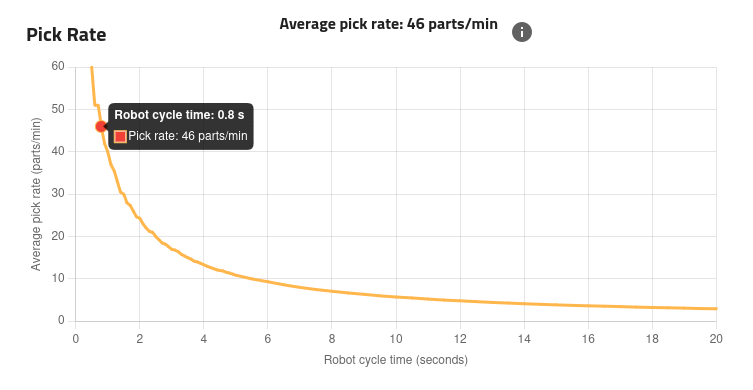
Fig. 129 Simulation de la durée de cycle - Taux de prise
Le taux de prise est calculé à partir des données des cycles de qualification et varie lorsque la durée de transition est modifiée.
À partir de ce graphique, vous pouvez déterminer la durée du cycle du robot nécessaire pour atteindre le taux de prise souhaité.
Chronologie
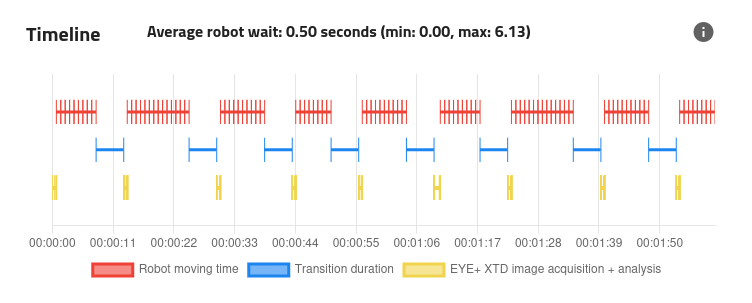
Fig. 130 Simulation de la durée de cycle - Chronologie
La chronologie comporte trois lignes distinctes :
La ligne supérieure représente l’activité du robot.
La ligne du milieu affiche la durée de transition.
La ligne inférieure est consacrée à l’activité de l’EYE+ XTD.
La ligne du robot illustre le moment où le robot reçoit une réponse à une commande get_part et exécute un cycle de prélèvement et de placement. La durée de ce cycle peut être ajustée dans la simulation à l’aide du champ dédié.
Conseil
Vous pouvez afficher un panoramique ou zoomer dans la chronologie en utilisant votre souris pour vous concentrer sur des points spécifiques dans le temps.